医療用部材のプラスチック射出成形の基礎知識
射出成形とは
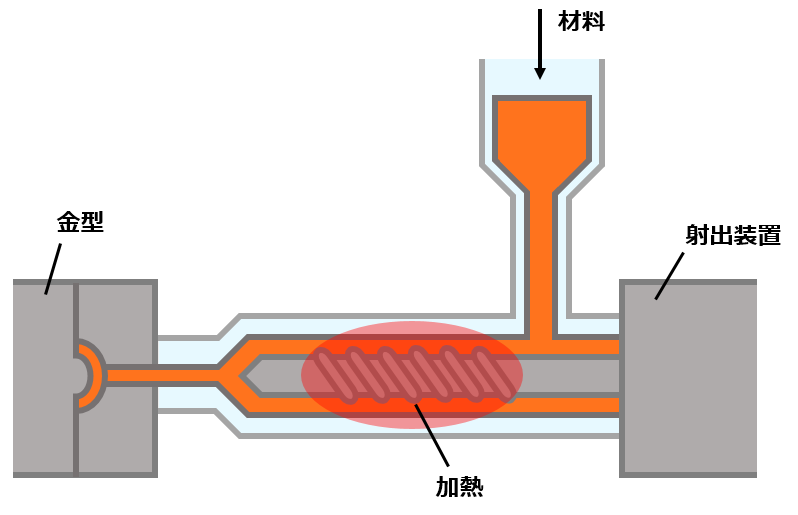
射出成形とは、200℃前後まで加熱してやわらかくなったプラスチックを金型に押し込み、冷やして固形にすることで成形する方法です。
精度の高いものを効率よく生産できるので、大量生産が求められる場合に選ばれることの多い方法です。金型にプラスチックを押し込む際、そして押し込まれる金型を押さえる際に大きな圧力が必要となるため、大型の装置が必要となることもあり、大量生産でなくてはコストが大きすぎる、という弱点もあります。
射出成形の種類
射出成形には、以下の4種類が挙げられます。
低圧成形
金型内の圧力が大きくなりすぎないように、低圧力で成形する方法です。
圧力を高めると金型転写性が高まりますが、キャビティ内の圧力勾配が大きくなりすぎて成形不良の原因となる可能性も。圧力を下げることでバリやソリを防止するのが、低圧成形の強みです。
ただし、成形品の構造に合わせて射出速度や金型構造をよく検討しなければなりません。
射出圧縮成形
射出成型と圧縮成型を組み合わせて行う方法を、そのまま両者を合わせて「射出圧縮成型」と呼びます。
圧縮ストロークの分だけを残した状態のキャビティに溶かした樹脂を射出します。その後に圧縮成型をするという2段階での成型がこの方法の特徴。
ひずみを少なくすることができるので、光ディスク・光学レンズなどの成型や高速での成型に適した方法とされています。
ガスアシスト
樹脂を射出したあと、もしくは射出しながら、不活性ガスを圧縮してキャビティ内に注入する方法です。これによって成型品の内部に空洞を作ることができます。
この方法を使うと、肉厚が不均一でありながら、ヒケやソリの少ない製品を作ることができます。また成型品の軽量化が可能で、ガスの圧力により射出圧力を小さくできるというメリットもあります。
二色成形
2つの金型を1つの成型に装着して、材質の異なる樹脂を2種類射出することで1つの成型品を得るというものです。2つの材料から成型品を作ることで、組立コストを低減することができます。
プラスチック以外の素材とも組み合わせられる「インサート加工」
加えて、プラスチック以外の素材を組み合わせる「インサート加工」というものもあります。例えば、金型に金具などをセットして、樹脂成型を行います。
後から金具を挿入するような手間がなく、精度が高い製品を作れることがメリット。また金属などと樹脂が一体化するので、成型品の耐久性にも優れています。
注意!加工会社によってできる加工が違う(素材・形状・加工)
ここまでご紹介してきたように、射出成型にはさまざまな方法があります。素材や形状、加工の有無など、製造する成型品の種類や求める精度によって適切な方法を選ぶことが大切です。
ただし、加工会社によって技術的に可能な加工方法は異なります。加工方法の選択肢が多く、技術力の高い加工会社を選ぶことで、精度の高いプラスチック成型を目指しましょう。
医療機器用プラスチック部品を扱う
おすすめ部品製造会社3選
射出成形の金型について
射出成型の金型の部品の名称について解説しておきましょう。
金型は凸部と凹部に分かれます。凸部はコア、凹部はキャビティと呼ばれていて、これを組み合わせてできる隙間の部分に樹脂を射出します。
そのほか、以下のような部品が射出金型を構成しています。
- 固定側取付板: 成型機を固定するプレート
- 固定側型板(主型): 成型品の外観部分を形成するキャビティのプレート
- 可動側型板(主型): 成型品の内側部分を形成するコアのプレート
- リフターピン: 突出板を元の位置に押し戻すためのピン
- 突出板: リフターピンを取り付け、押し出すプレート
- スペーサブロック: 突出板の移動空間を保つためのスペーサーとなるプレート
- 固定するプレート
- ガイドピン: 金型の開閉時に位置を合わせるのに使われるピン
- ガイドブッシュ: ガイドピンがはまるブッシュ
- ロケートリング: 成型機と位置を合わせるために使われるリング
- スプールブッシュ: 射出される樹脂の入り口
- イジェクタピン: 成型品を金型から引き離すためのピン
射出成形の金型の種類
金型は、その構造から2プレート金型と3プレート金型に分けることができます。
2プレート金型は、固定側型板と可動側型板で構成される、基本的な金型。それに対し、3プレート金型はランナーストリッパーという部分が加わります。
ランナーは、射出入口から成型品までの流入経路のこと。このランナーの部分を上手に設定することで、樹脂がバランスよく充填され、製品不良を起こさずに制度の高い成型品を作ることができるのです。
射出成形に関する知識
射出成形には幅広い材質が選択できることやコストが削減できるなどのメリットがあります。
一方、形状に制約があったり金型の製作が必要だったりするデメリットも存在します。ここでは、良い面と悪い面について詳しく説明し、両方理解したうえで選択をすることができるページとなっています。ぜひ参考にしてみてください。
医療用プラスチック射出成形のメリット・デメリットについて詳しく見てみる
射出成形をする場合、色ムラが発生する場合があります。ここでは、起こる原因や対策を解説しています。射出成形を用いることを検討している方や色ムラに悩んでいる方はぜひご覧ください。
射出成形で色ムラについて詳しく見てみる